
 Deutsch
Deutsch  English
English  Italiano
Italiano A sensor for every application
By integrating sensors in machine tools, important process data can be recorded in real time and conclusions can be drawn about the process. These can be machine, tool, workpiece and machining problems.
Montronix has a variety of sensor types and the corresponding sensor technologies. This achieves a decisive competitive advantage in tool and process monitoring. The Montronix tool monitoring analyzes the individual sensor signals in order to detect tool errors and process problems. A mature signal processing technology enables the detection of events such as collisions, missing tools, missing parts, tool breakage, tool wear, and overload and material cutting problems.
The prerequisite for the detection of abnormal process states is a conscientious sensor selection and the appropriate sensor placement.

Different Montronix sensor options:
Various research studies and extensive practical experience have shown that different monitoring tasks require different sensor technologies. Each sensor type has certain advantages and disadvantages.
In order to cover a wide range of applications, it can make sense to combine the different technologies. The various sensor types that help solve your individual process problems are described below.
The length of the connection cable from all signal amplifiers to the SpectraNG/Spectra One electronics unit is 15 or 30 meters.
Effective power sensor
The PS200-NG active power sensor records the active power consumption of spindle and feed drives via current and voltage. In this way, a statement can be made about tool wear, tool breakage and missing tools in the case of rotating tools. This sensor is usually installed in the control cabinet and can monitor AC and DC. It is easy to install and is ideal for new installations and retrofits. In addition, the DGM (Digital Gain Module) with the microprocessor unit offers further options for processing the measured values of the PS200-NG. The measured values are amplified, filtered and the idle portion is subtracted. Due to these properties, the sensor can be used for tools with very high and very low power consumption. Extremely small power changes (<0.002%) can be detected, allowing drills with a diameter < 1 mm can be monitored on large spindle drives.

AccuTorque™ torque and feed sensor
The AccuTorque™ Sensor AT100 allows direct measurement of torque and feed force of cutting tools. There are basically three versions available for application on spindles or tool holders. The rotor/stator unit can then transmit the measured signals wirelessly through an air gap of up to 5 mm. Torque measurement is useful for rotating tools where no meaningful power measurement is possible. AccuTorque™ is particularly suitable for thread cutting processes and multi-spindle applications and is used, among other things, to check the thread depth. The direct detection of the feed force enables a reliable "missing" detection. Another component of the AccuTorque™ sensors is an amplifier for signal conditioning. Its housing corresponds to protection class IP67 and can be installed in the wet area of the machine. The amplifier is connected to the sensor stator via a 5 m long cable.

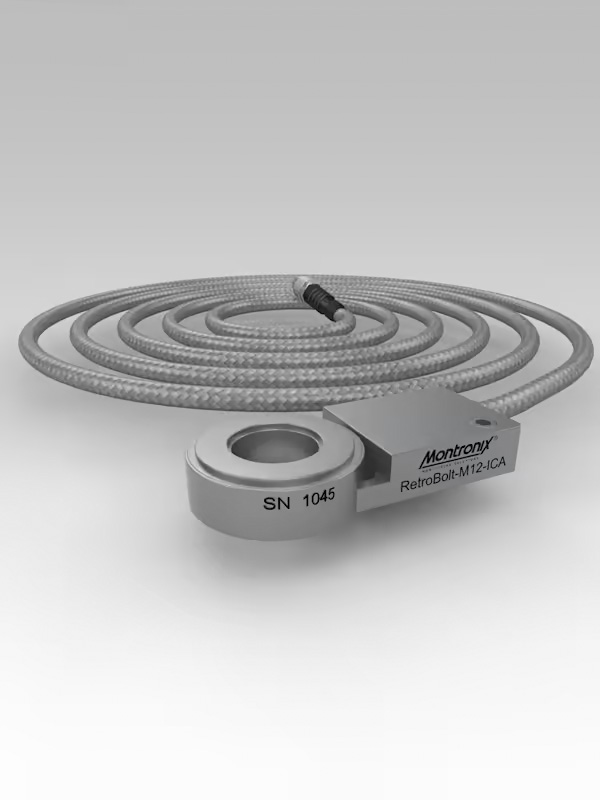
RetroBolt™ Force Sensor
The Montronix RetroBolt-Mxx-ICA DF (Mxx stands for a screw size M10/M12/M16/M20) is a 1-axis piezoelectric force transducer that emits signals through compression and tensile forces. The sensor ring corresponds to a "thick" washer and is used for screw assembly. The RetroBolt™ is installed in connection with stable washers as a package under screws and measures their elongation. This stretching is caused by the cutting forces during a machining process. The RetroBolt™ provides true force monitoring without having to modify the machine. As a "retrofit sensor" it can be installed quickly and easily on machines with screwed-on turrets and tool blocks. A classic example for a lathe is the cutting force monitoring of turning tools. Then the RetroBolt™ DF is installed with a turret mounting screw. RB force sensors are used to detect overload, collisions, missing tools and major tool breakages. A RetroBolt™ force sensor also includes a TSFA2-DGM amplifier for signal conditioning. In addition to the static force signal, the amplifier also offers an output for the dynamic component of the sensor signal. Its housing corresponds to protection class IP67 and can be installed in the wet area of the machine. The amplifier is connected to the RB force sensor with a 5 m cable.
One-axis force sensors for milled pockets
The Montronix FS11CXK-ICA is a 1-axis piezoelectric force transducer that is installed directly in the force flow. The integration of the charge amplifier makes this sensor ideal for industrial applications. This results in high sensitivity, low drift behavior and a low-impedance signal output. It is installed in milled pockets or in force measurement plates, which are located directly in the machine structure. This sensor technology is ideal for lathes, presses and broaching machines. 1-axis force sensors are used to detect collisions, missing tools, tool breakage. Can also be used for tool wear in certain applications. A 1-axis force sensor also includes a TSFA1-ICA amplifier for signal conditioning. Its housing corresponds to protection class IP67 and can be installed in the wet area of the machine. In addition to the static force signal, the amplifier also offers an output for the dynamic component of the sensor signal. The amplifier is connected to the ICA force sensor with a 5 m long cable.

Broadband vibration sensor BV100
The BV100 broadband vibration sensor measures mechanical vibrations (up to 10 kHz) in the machine structure, which are caused by the cutting process. It is used to detect collisions, missing tools, tool breakage and other process errors. The BV100 also measures the high-frequency AE structure-borne noise signals (50 kHz - 400 kHz). These also result from the machining process and are ideal for monitoring very small drills and taps. The structure-borne noise sensor is suitable for almost all machine tools, is very easy to install and can also be used as a retrofit. A BV100 vibration sensor also includes a TSVA2-DGM amplifier for signal conditioning. Its housing corresponds to protection class IP67 and can be installed in the wet area of the machine. The amplifier is connected to the BV100 with a 5 m cable.
